изготовление деталей, токарные работы, фрезерные работы, ЧПУ
Главная страница » Металлообработка » Токарные работы » Подрезка торцов, уступов




Подрезка торцов, уступов
Токарные работы по торцеванию заготовок зачастую выполняются в первую очередь. От торцевой поверхности начинается отсчет длины будущей детали, т.е. задается базовая поверхность. От нее точат конечные элементы на поверхности детали, такие как уступы, переходы диаметров, резьбы и прочие. Поэтому подрезанный торец должен иметь ровную поверхность без выпуклостей и вогнутостей. Он должен быть перпендикулярен оси вращения. Кроме того, при подрезке заготовки, сразу выявляются возможные ошибки закрепления: отсутствие соосности тела и оси вращения, правильность установки резцов относительно центров станка.
Обработку торцов и небольших уступов производят подрезными или проходными отогнутыми, или проходными упорными резцами.
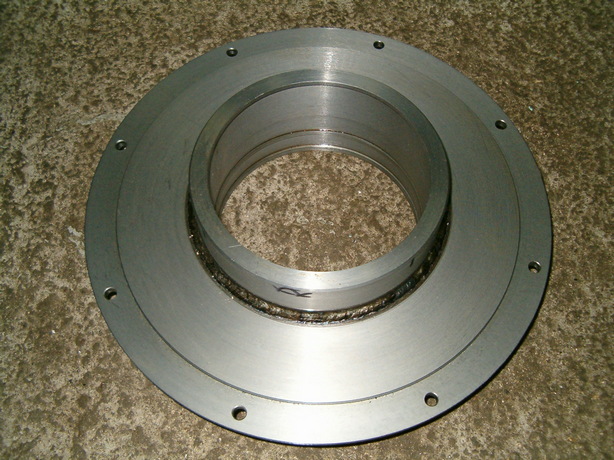
Изготовление деталей таких как диски, фланцы, кольца, крышки, зубчатые колеса зачастую сводится к подрезке торцов. Заготовки, диаметром больше 200 мм, вырезают из листового проката. Толщина обрабатываемой детали значительно меньше диаметра. Для жесткого закрепления, изделие устанавливают в кулачки токарного патрона, специально расточенные с упорным буртом. Затем, для обеспечения перпендикулярности торца и оси вращения, торцуют лицевую плоскость, после обтачивают наружную поверхность.
Обработка торцев на токарных ЧПУ станках
Металлообработка на ЧПУ станках позволяет выполнять полный цикл обработки детали с высокой точностью и повторяемостью размеров. Фланцы и диски диаметром от 100 мм, обрабатываются поштучно, как в единичном производстве. Поэтому выгоды от скоростной токарной обработки ЧПУ не достичь. Однако на станке с ЧПУ приводом возможно увеличение скорости резания при торцевании заготовки от периферии к центру, чего нельзя добиться на универсальном станке. Таким образом улучшаются показатели чистоты лицевой поверхности.
Главная страница » Металлообработка » Токарные работы » Подрезка торцов, уступов